



石英石
铁矿石
花岗岩
河卵石
高岭石
石灰石

球磨机的齿轮轴断裂故障的分析与解决方法
摘要
对于1.8*7球磨机小齿轮轴承断裂的原因分析,并采取相应的措施,确保球磨机的安全运行。
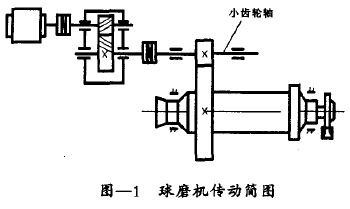
山西某水泥有限责任公司的主要水泥球磨设备是1.8x7m球磨机。该磨机配备电机的功率为P=245KW,n=750r/min,ZD60减速机,传动比i=4.5,其传动示意见图1,回转部分总重量25.4t,研磨机装载量21t,其中小齿轮轴材质为40Cr,调质处理HB=266,trb=700MPa,[tr_dw=70MPa,tr=500MPa。
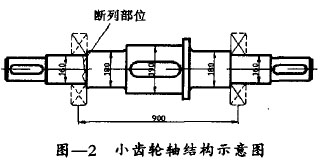
该轴于1999年8月因轴承装配松动,曾对轴承装配部位进行过堆焊修补,2000年初该轴发生断裂,断裂部位位于动力输入端且发生在 16O轴颈的根部(见图2)。为了保障企业的正常生产,避免类似事故的发生,我们对该轴的断裂原因进行了分析。
一、断裂分析
1.1 轴的断口分析
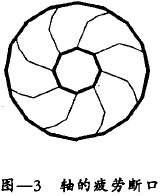
轴的断口区组成见图3,断口为明显疲劳断裂,特征征断裂面由光滑的疲劳发展区和粗粒状的断裂区组成,说明裂纹起源于焊接过的过渡圆角。在应变力下形成裂纹后,裂纹继续发展形成疲劳区,由于边缘反复压紧和分开,使疲劳区呈现光滑状态,并有裂纹发展过程的前沿线;轴中部粗粒状的区是由于当裂纹达到临界尺寸后,在英里循环次数的作用下,迅速发生断裂而造成的。
1.2 轴的力学分析
由于断面具有明显的疲劳断裂特征,对轴的疲劳强度校核如下。
球磨机齿轮传动的模数m=22mm,大小齿轮的齿数分别为140、21,由此可知小齿轮轴的传递转矩T=13510Nm,齿轮的圆周力Ft=2T/d=58484.85N,齿轮的径向力Fr=Ft·tana=21286.74N。轴的危险截面C安全系数为:由常规疲劳强度校核。可见轴疲劳强度足够,说明造成轴疲劳断裂原因材质或其它问题。
1.3 轴的理化检验与分析
为了进一步分析轴断裂的原因,我们进行了理化检验和分析。在断口上由轴外圆向里截取金相显微试样,经在显微镜下观察。发现轴在表层至里1.5-2mm是一层枝晶状铁素体夹少量珠光体,它是焊条焊接后未经过适当热处理的原始组织,其冲击韧度值与设计规范值相差巨大,再向里有比较粗大的珠光体和铁素体晶粒,它是由材料过热所致。是造成轴机械性能下降。特别是冲击韧性下降的主要原因。按技术要求,对该轴进行调质处理,金相组织应为回火索氏体这一结果,说明轴的热处理工艺没有达到技术要求,并且脆性夹杂物超级,有疏松组织存在,严重地降低了轴的疲劳强度。
二、造成断裂的因素
由以上分析与检验,轴断裂存在以下几个原因。
(1)应力作用
轴颈160处的轴肩过渡圆角过b(R角3.5mm),轴在磨损后,进行补焊修复时,破坏了原有轴肩过渡“R”角的形状,几乎无过渡圆角,呈直角,此处存在严重的应力集中。在弯扭应力作用下产生疲劳裂纹。这是轴断裂的主要原因。
(2)焊接残余应力大
通过对轴断口的金相组织分析可知,轴的焊接部分未进行适当的热处理,焊接残余应力较大,导致轴抗交变应力下降,一旦遇上振动。极易产生裂纹。
(3)材质缺陷
由轴的理化检验和分析可知,轴的材质有疏松组织,夹杂物超级,堆焊修理后未能进行适当热处理,未能改善组织和补偿缺陷。从而轴的金相组织未能达到调质处理的回火索氏体,使得冲击韧度值过低,轴在交变载荷作用下,裂纹以很快的速度扩展到心部.最后全部断裂。
(4)轴与轴承配合间隙大
经检测, 160轴颈处加工偏差大,使得轴与轴承内圈配合较松,造成轴与轴承内圈相对转动,即跑内圈,从而引起轴承内圈在轴上滑动而使轴磨损,这也是导致轴磨损和断裂的另一个主要因素。
(5)负荷过大
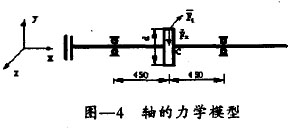
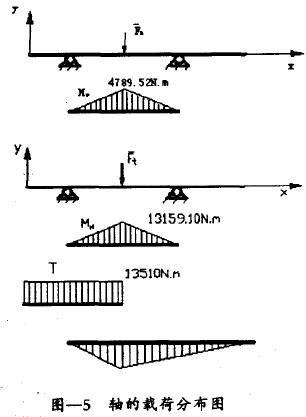
由齿轮轴的受力分析(图4)可知,齿轮轴承受较大的弯矩和扭矩,弯矩在轴上产生正应力,扭矩产生剪应力,这些应力在轴运行中不断变化,属于对称循环交变应力,同时还存在附加动负荷,一旦遇到振动、过载、突然起动和制动及多次重负荷冲击时,轴容易产生裂纹而断裂。
三、解决方法
针对上述因素,为了防止发生类似事故提出以下几点措施。
(1)加大过渡圆角,减小应力集中。原齿轮轴径从 160到 180。通过R3.5圆弧过渡,现采取适当增大过渡圆角半径,用R5圆弧过渡,这样将应力集中减小到最小,从而提高轴的疲劳强度。此外,一经发现轴磨损后就马上进行修复,在修复过程中要把好轴过渡“R”角的关,使得过渡圆角与设计图纸相符。
(2)轴与轴承选择合适的过盈配合。轴与轴承的配合不能太松也不能太紧,太松会引起轴承内圈在轴上滑动而使配合面磨损,配合过盈量太大,应力集中也增加,轴的疲劳强度降低也越严重。因此,合理地选择轴与轴承内圈配合的过盈量十分重要。
(3)轴从加工到安装要严格按图纸要求。探伤检查锻造质量,采用正确的调质处理,以保证良好的金相组织,为了提高轴颈的耐磨性,还应对轴颈处进行高频表面淬火和低温回火处理。
(4)规范操作。严禁球磨机过载和冲击振动,加强设备的维护和保养,定期检查齿轮和轴承的运行状况,一旦发现轴承跑内圈,应及时修复,修复可采用电镀或堆焊补等方法。电镀是一项修复旋转机械零件的最好方法,在电镀过程中正确的工艺是确保镀层质量的重要手段。采用堆焊补对轴进行修复时,除了要合理选择焊接材料、工艺外。还要采用必要的热处理工艺,严格控制焊前预热和焊后回火温度和时间,以达到均化组织,去除内应力的目的,然后进行车、磨等机械加工,直到尺寸符合图纸要求。
上一篇: 简述机制砂的加工过程
下一篇: 球磨机的抗震性能评价

